
Ferrous sand casting is often associated with heavy-section components, but modern foundries can successfully produce surprisingly thin-wall ferrous castings when design and process controls are optimized. The achievable minimum wall thickness depends heavily on alloy selection, casting geometry, mold materials, and pouring practices.
Practical minimum wall thickness ranges for ferrous sand castings include:
-
- Gray Iron = .187 to .200 in (4.5–5 mm)
- Ductile Iron = .200 to 0.250 in (5–6 mm)
- Carbon & Low Alloy Steel = .313 to 0.375 in (8–9.5 mm)
- Stainless Steel = .250 to .312 in (6–8 mm)
Gray iron offers the best thin-wall capability because of its excellent fluidity and favorable solidification behavior. Ductile iron can also perform well but becomes more difficult due to magnesium treatment and faster cooling rates that can affect microstructure. Steel castings are generally the most challenging because of higher pouring temperatures, lower fluidity, greater shrinkage, and increased oxidation risk.
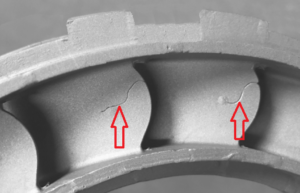
Thin walls are difficult to fill because molten metal loses heat rapidly when entering narrow mold sections. Thin sections have a high surface-area-to-volume ratio, causing the metal to cool and solidify before the cavity is completely filled. This can lead to misruns, cold shuts, porosity, and poor mechanical properties.
Fluidity plays a major role in thin-wall success. Fluidity is influenced by:
-
- Alloy chemistry
- Pouring temperature and superheat
- Mold material
- Turbulence
- Oxides and inclusions
- Filling rate
Design geometry is equally important. Long flat walls, sharp corners, and abrupt section changes create filling and solidification problems. Better thin-wall casting designs use:
-
- Uniform wall thickness
- Generous radii and fillets
- Shorter metal flow paths
- Gradual transitions between sections
- Ribs or contours to stiffen thin areas
- Promote directional solidification
Designers can also improve castability by selecting alloys with better fluidity when possible and involving the foundry early in development.
Foundries utilize several methods to improve thin-wall filling performance:
-
- Optimized gating systems for rapid, balanced filling
- Increased pouring temperature within controlled limits
- Improved metal cleanliness and filtration
- Better mold venting to remove gases
- Mold and core preheating for difficult alloys
- Casting simulation software to predict misruns and shrinkage

Modern simulation tools allow foundries to evaluate metal flow, temperature gradients, turbulence, and solidification before production begins. This greatly improves the ability to produce repeatable thin-wall castings with lower scrap rates.
Successful thin-wall ferrous sand castings require close collaboration between the designer and the foundry. Thin-wall capability is not determined by a single factor but by the interaction of alloy behavior, geometry, gating design, mold materials, and process consistency.
With proper engineering and process control, sand casting can deliver lightweight, cost-effective ferrous components with wall thicknesses once thought impossible for traditional foundry processes.